 Portugués
Portugués  Inglés
Inglés  Español
Español 







Con capacidad de 24.000 toneladas anuales, la fábrica japonesa de reciclaje en Kanto transforma botellas PET posconsumo en nuevos envases transparentes por medio de clasificación automatizada y manual, separación por infrarrojos, triturado, lavado, extrusión a 270°C, inspección por sensores y retorno continuo a las estanterías de los supermercados en el comercio japonés diariamente.
La fábrica japonesa FPCO Kanto, en el norte de la región de Kanto, opera un engranaje industrial que recibe botellas PET usadas a gran escala y devuelve el material al mercado como nuevo envase transparente. Con una producción anual de aproximadamente 24.000 toneladas, el sistema muestra cómo volumen, técnica y rutina pueden funcionar juntos.
El proceso comienza lejos de la línea de producción y termina cerca del consumidor: en los supermercados. Entre estos dos puntos, cada etapa existe para responder a un requerimiento práctico: separar correctamente, reducir contaminación, mantener estándar de calidad y garantizar que el recipiente final vuelva a las estanterías con regularidad, sin ruptura en el abastecimiento.
Dónde comienza el ciclo: recolección amplia y mezcla controlada

La dinámica de la fábrica japonesa comienza en el flujo de entrada. Botellas PET llegan en camiones de 10 toneladas, provenientes de tres rutas principales: recolección en supermercados, recolección en tiendas y materiales provenientes de sistemas municipales.
-
Una tormenta rara transformó parte del Golfo en un escenario improbable de granizo, lluvia extrema y riesgo de tornados en pleno desierto, con volúmenes que superaron la media anual en un día.

-
Brasil deja al mundo atento con barcos movidos a etanol y biodiésel con menos emisiones, certificación inédita con ventaja en el fletamento y revolución en la cabotaje.

-
Un pareja que solo tiene los domingos libres ya ha construido una piscina excavada a mano, una hamburguesería, un salón de baile y un parque infantil en su propia casa sin contratar a un albañil y, a pesar de las pausas por accidentes y la pandemia, la obra nunca se detuvo de verdad.

-
Muebles hechos con aluminio y vidrio no se deforman y se convierten en una alternativa para sustituir el MDF en Brasil.

Este diseño logístico amplía el alcance de la materia prima y evita dependencia de un único canal de abastecimiento.
En la recepción, los fardos son desamarrados y los hilos retirados son reutilizados como recursos valiosos. A continuación, los tres tipos de materia prima se mezclan justo en la entrada, con el apoyo de carretilla elevadora y placa de descarga.
La mezcla inicial no es un detalle operacional; es base de regularidad, porque reduce variaciones bruscas en el material que seguirá para clasificación y procesamiento.
Clasificación en capas: de la automatización a la mirada humana

Después de la alimentación de la línea por transportadores y tornillos, el material pasa por una criba automática, sistemas de discriminación y eliminación de etiquetas. El objetivo es separar rápidamente lo que interesa de lo que compromete rendimiento. En esta fase, la automatización acelera el flujo y evita que impurezas avancen hacia las etapas térmicas y de transformación.
Uno de los aspectos técnicos más relevantes es el uso de rayos infrarrojos para identificar artículos con etiquetas inadecuadas o materiales que no son PET. Cuando algo fuera de lo estándar es detectado, chorros de aire expulsan el ítem de la línea con el característico sonido de «psh» que acompaña esa rechaza selectiva. Esta combinación óptica y rechazo por aire funciona como un filtro de precisión, antes de la clasificación manual final, que corrige desviaciones residuales con intervención humana.

De la botella al copo: trituración, agua y separación por densidad

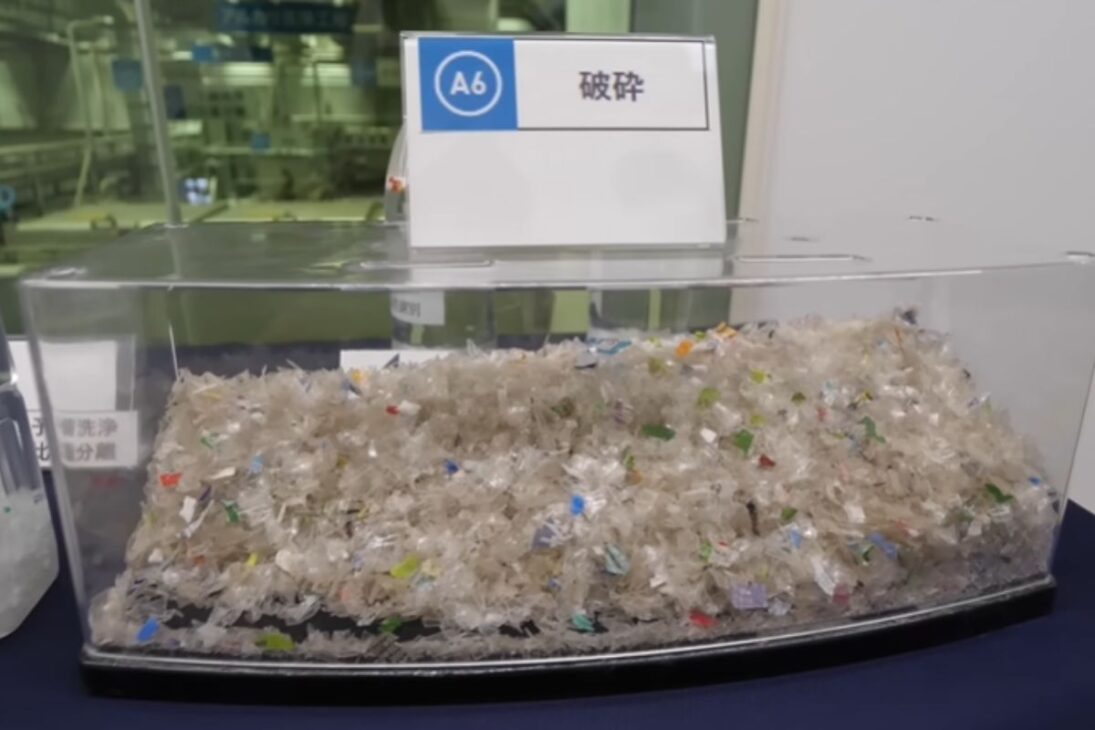
Con el material ya limpio de contaminantes principales, comienza la trituración. Las botellas son finamente picadas y enviadas al silo, siguiendo después por etapas que utilizan viento y agua para separar fracciones diferentes del plástico. No se trata solo de reducir tamaño: esta fase reorganiza el material para que cada componente tenga destino técnico adecuado.
En la separación en agua, plásticos de cuellos son segregados por comportamiento físico. Lo que se hunde sigue para las etapas siguientes del PET reciclado; lo que flota también se trata como recurso valioso. Nada en esta etapa es accidental: la densidad se convierte en criterio industrial, y cada fracción correctamente dirigida aumenta la eficiencia del proceso y reduce el desperdicio interno.
270°C: cuando el residuo se convierte en materia prima nuevamente

Después de las etapas de limpieza y separación, el material es extruido y pasa por una transformación térmica crítica. La temperatura en torno a 270°C marca el punto en el que el plástico procesado obtiene nueva forma y estabilidad para convertirse en pellet. En esta etapa, la cadena deja de lidiar con «botella usada» y comienza a tratar con insumo industrial estandarizado.
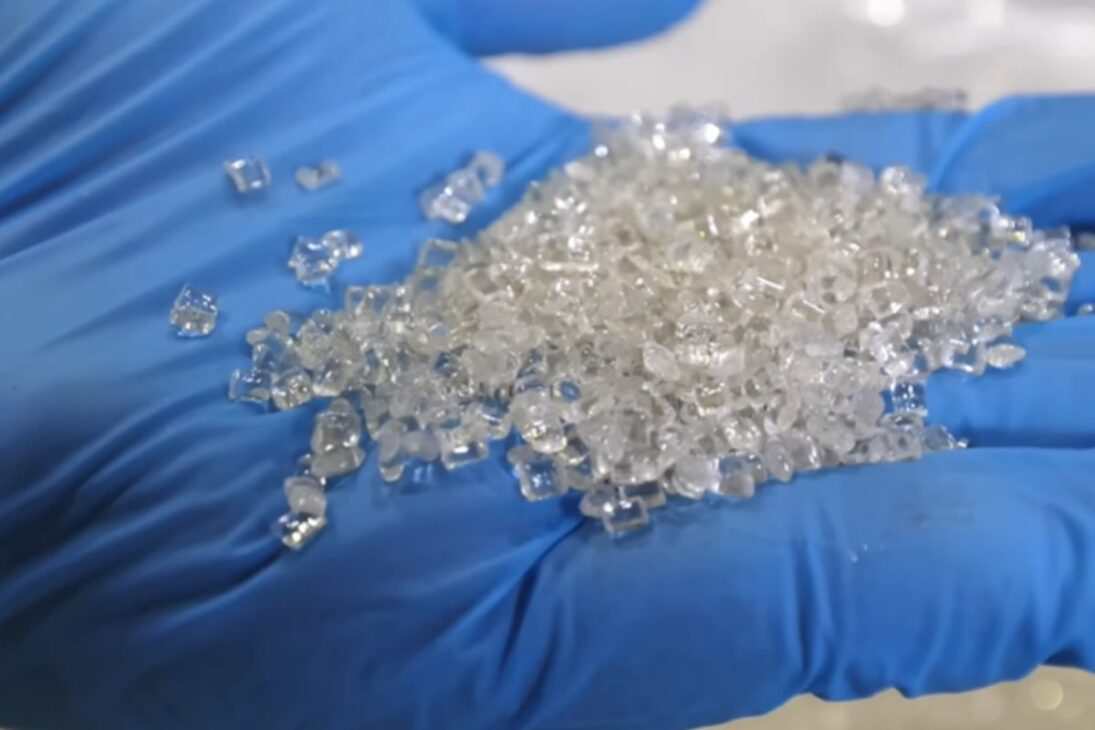
Los pellets resultantes, después de ser refrigerados, tienen aproximadamente 3 mm de diámetro. Este estándar es importante porque facilita la alimentación de las etapas siguientes y la previsibilidad de rendimiento. La estandarización es lo que permite escala con calidad, especialmente cuando la meta es producir continuamente para abastecer un mercado de alto rotación, como el de envases para alimentos y artículos de supermercado.
De pellets a envases: control de calidad antes de la tienda
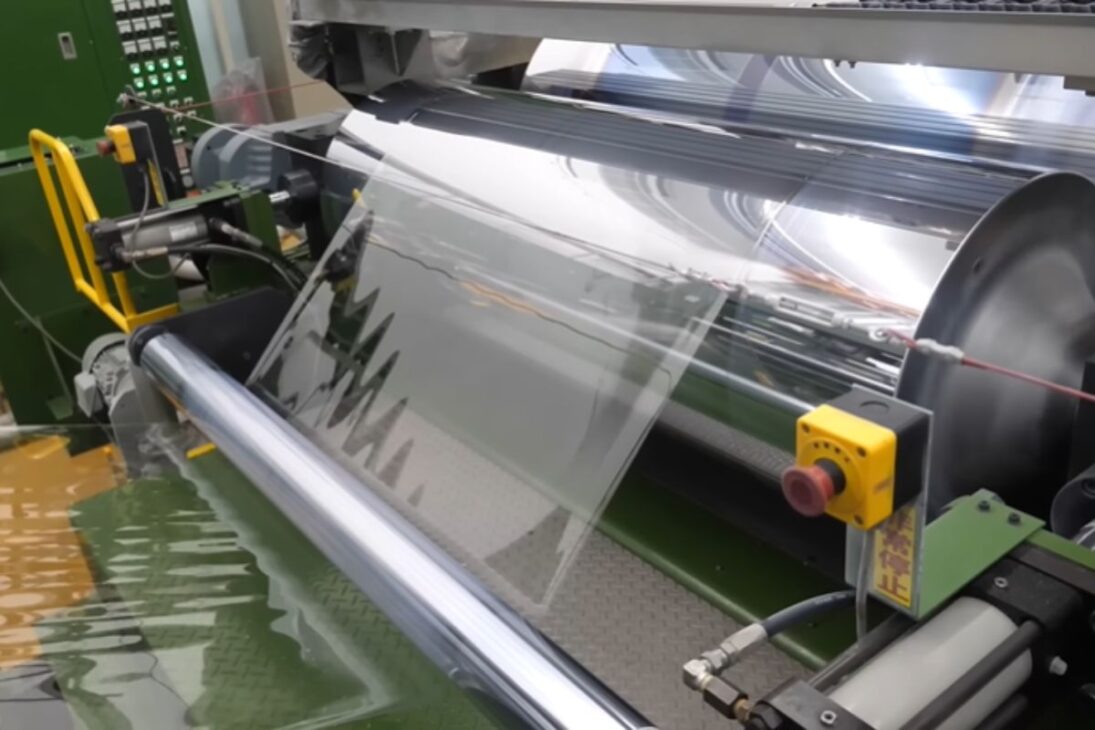
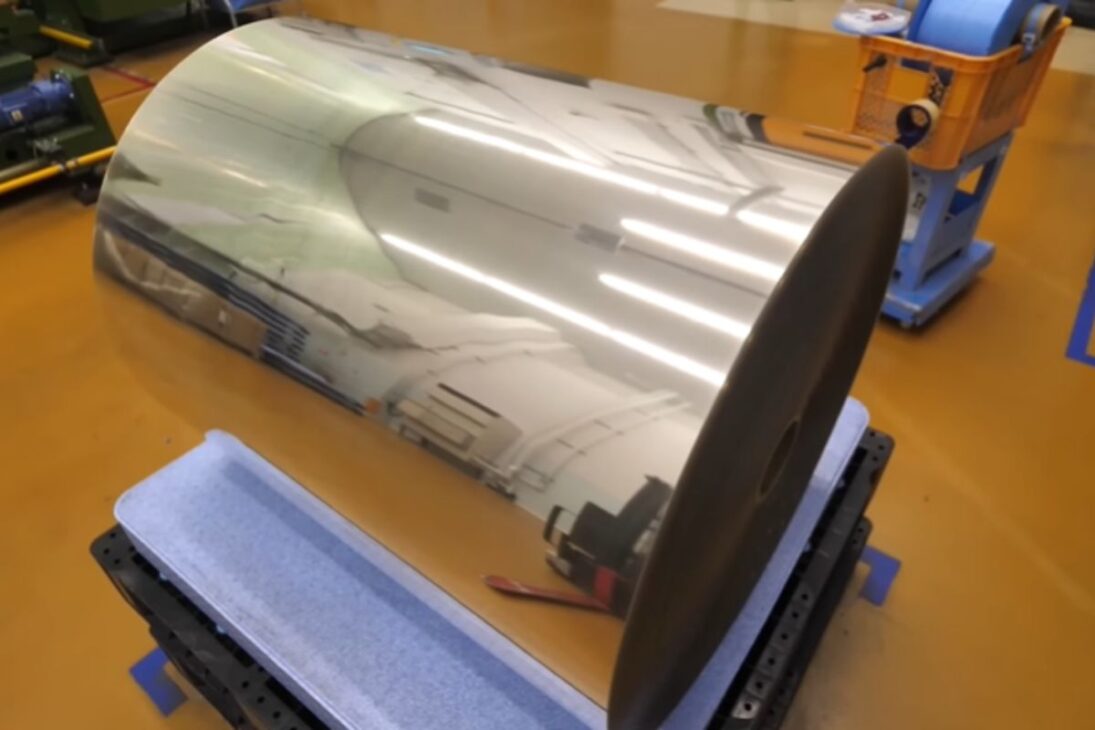
En la fase de conversión, los pellets son transformados en hojas finas, apiladas en rollos. Durante el enrollado, sensores verifican defectos a lo largo de la superficie. Cada rollo puede llegar a aproximadamente 1 tonelada, lo que evidencia el ritmo industrial de la operación y la necesidad de inspección constante para evitar pérdida de lote.

Luego, la hoja es succionada y moldeada para formar envases transparentes. Antes del envío, un detector de metales actúa en la clasificación del producto terminado. Solo entonces los envases son empaquetados y enviados para distribución.

El retorno a las estanterías no ocurre solo por velocidad, sino por una secuencia rigurosa de verificaciones, que protege el rendimiento, apariencia y confiabilidad del producto final.
Por qué este modelo ganó tracción en el comercio japonés

La lógica de la fábrica japonesa dialoga con un comportamiento ya integrado en el cotidiano: muchos supermercados tienen puntos de recolección donde los consumidores separan materiales por categoría. Este arreglo acorta la distancia entre descarte y reaprovechamiento, reduce fricción operativa y crea una cadena de suministro más predecible para quienes dependen de envase transparente en gran volumen.
También hay un efecto sistémico importante: cuando el reciclaje deja de ser una etapa periférica y comienza a operar como producción continua, el material reciclado se convierte en parte regular del abastecimiento. Esto altera la percepción del reciclaje: de acción puntual a infraestructura permanente.
El resultado es un ciclo en el que recolección, procesamiento y consumo se retroalimentan diariamente, con estándar técnico y escala.
El caso muestra que el reciclaje en gran escala no depende de una única tecnología, sino de la integración de varias: logística capilar, clasificación óptica, separación física, control térmico e inspección final.
La operación de 24.000 toneladas por año, en el norte de Kanto, evidencia cómo el PET usado puede volver al mercado con consistencia industrial y presencia diaria en el comercio.
Pensando en tu realidad, ¿qué etapa consideras más decisiva para que el ciclo funcione de verdad: la recolección en supermercados, la clasificación por infrarrojos, la transformación a 270°C o la inspección final antes de la tienda? ¿Y participarías más en la separación de residuos si vieras ese retorno ocurriendo de forma tan directa en el comercio local?





Maravilhoso.
Reciclar para reuso: menos plásticos contaminando nossos mares.
Coleta nos Supermercados.