 Portugués
Portugués  Inglés
Inglés  Español
Español 
Dentro de una fábrica coreana en Incheon, la producción de cañas de pescar de carbono comienza en el corte de la tela y termina solo después de una inspección que mide rectitud, acabado y fallas. Desde 1988, el flujo pasa por molde, enrollamiento, horno eléctrico, pintura, guías y epoxi hasta el embalaje final.
La fábrica coreana visitada en Incheon opera desde 1988 y expone un punto que casi nadie percibe en las cañas de pescar: el material no “nace” como caña, se construye por capas, curado térmico y control dimensional. Lo que decide el destino del producto es la inspección, que puede aprobar la pieza o empujar el proceso hacia correcciones.
Quienes sustentan este resultado son trabajadores que realizan montaje manual y verificación visual y táctil, etapa por etapa, mientras el horno eléctrico y los recubrimientos fijan la forma del carbono. El porqué de este rigor es simple: una microfalla en guías, epoxi o alineación se traduce en pérdida de rendimiento, riesgo de ruptura y retorno del cliente, incluso cuando todo parece perfecto a simple vista.
Tela de carbono y el corte que ya define la caña
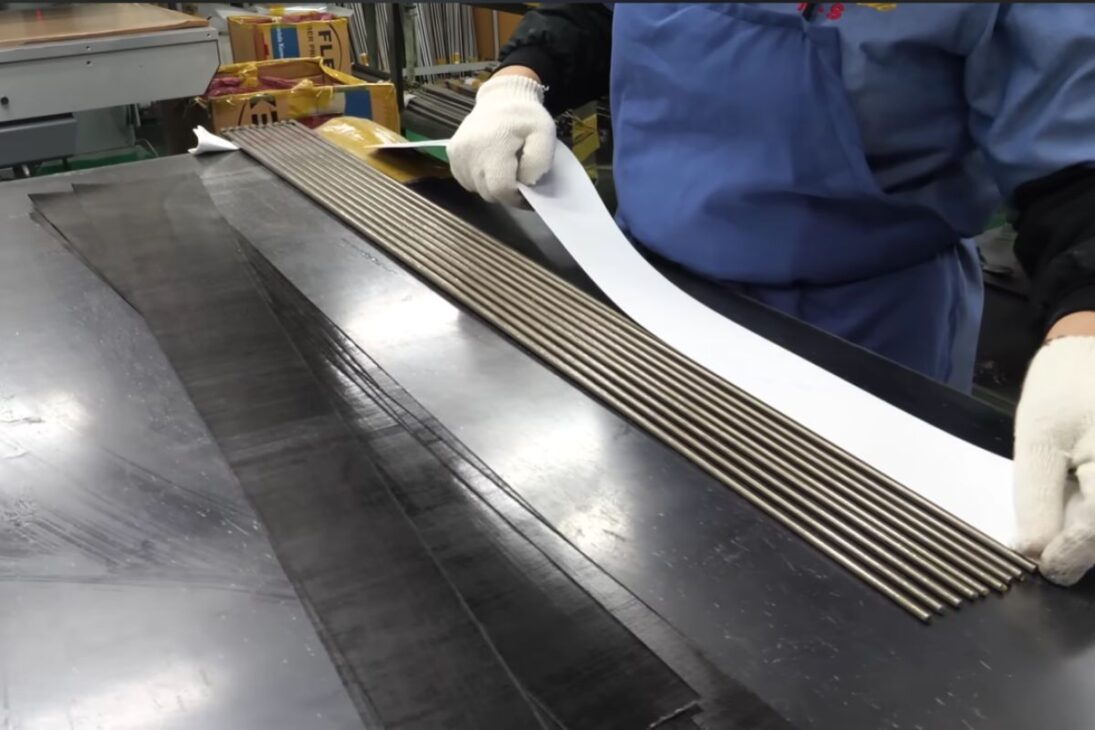
El ciclo comienza en la tela de carbono. En la fábrica coreana, el carbono se mide y corta de acuerdo con el tipo y tamaño de las cañas de pescar, porque la geometría del blank depende de la forma del corte.
-
Ciudad sumergida en lago de Minas revela calles intactas, vehículos y casas preservadas después de más de 60 años e impresiona a los buceadores.

-
Yellowstone volvió a elevarse en una área de la caldera y el movimiento reaviva el temor en torno al supervolcán de EE. UU., mientras los científicos monitorean la deformación y tratan de entender lo que está sucediendo en el subsuelo.

-
Mujer es arrestada tras recibir US$ 1.2 millones por error bancario y no devolver el monto.

-
Debajo de la Ciudad de México existe una capital azteca entera soterrada, y todo comenzó cuando trabajadores encontraron un disco de piedra de 3,25 metros con una diosa desmembrada, revelando templos, cráneos y palacios bajo 22 millones de personas.

Un corte fuera del estándar altera espesor, conicidad y acción, y esto se manifiesta más tarde en la flexión.
Después del corte, la tela de carbono se anexa al molde.
En Incheon, el molde varía según el modelo, pero la lógica se repite: posicionar el carbono con precisión para que el enrollamiento forme una pared uniforme.
Es aquí donde la fábrica coreana “programa” el comportamiento mecánico de las cañas de pescar incluso antes del horno.
Enrollamiento, cinta PP y horno eléctrico: donde el carbono se convierte en estructura

Con la tela fijada al molde, la fábrica coreana utiliza una máquina de enrollar para transformar el carbono en un tubo continuo.
La siguiente etapa es el pegado con cinta PP, enrollada alrededor del carbono para comprimir las capas y reducir vacíos.
El objetivo técnico es controlar la compactación y adherencia, evitando regiones débiles.
A continuación, la caña grabada va al horno eléctrico para secar y moldear. El calor estabiliza el conjunto y fija la forma que impone el molde.
Después del horno eléctrico, el blank de carbono se separa del molde y se retira la cinta PP, revelando una superficie aún cruda, que necesita de estandarización para convertirse en una caña utilizable.
Corte, pulido, pintura e impresión: acabado que también es control
Tras salir del molde, la fábrica coreana corta la pieza para dejar una longitud consistente.
Esta estandarización reduce variación entre lotes de cañas de pescar, lo que importa para quienes compran el mismo modelo esperando el mismo comportamiento.
A continuación, se realiza el pulido para eliminar superficies ásperas y puntos de concentración de tensión.
Con el blank seco y liso, se aplica pintura colorida y nuevamente se seca en sala de secado. Solo después entran impresión y etiquetas, seguidas de recubrimiento.
Aquí el acabado no es solo estético: denuncia defectos y protege el carbono, porque fallas de pintura, poros y arañazos pueden indicar problemas de curado o manejo.
Montaje manual, guías y epóxi: la parte que define el uso real

Con el cuerpo listo, la fábrica coreana procede a unir piezas, cuando el tipo de caña exige segmentos.
Las áreas de encaje se pulen para garantizar tolerancia y acoplamiento, y el montaje manual combina secciones conforme al modelo.
En cañas de pescar de carnada, la fijación de guías es un paso crítico de alineación.
Después de que se anexan las guías, se aplica epóxi.
El epóxi fija la guía, sella la atadura e influye en durabilidad y sensibilidad, porque el exceso pesa y escorre, y la falta genera holgura.
Dependiendo del tipo, el epóxi también aparece en piezas de encaje o conexión.
El epóxi, aquí, es un componente estructural, no un detalle cosmético.
Inspección final y el momento en el que todo puede volver al inicio
Tras el recubrimiento y secado, la caña de carbono entra en inspección.
El trabajador busca áreas ásperas en la superficie, corrige en el pulido y verifica si las guías están rectas.
En una fábrica coreana, esta inspección funciona como una selección de calidad que separa “producto” de “retrabajo”, incluso cuando la pieza ya está montada.
Cuando pasa, el producto se monta como artículo terminado e inspeccionado una vez más antes del embalaje.
Cuando falla, la lógica es dura: vuelve para ajustes, correcciones de acabado, realineación de guías o revisión de epóxi, hasta que la inspección esté satisfecha.
El secreto que casi nadie ve es este costo invisible, el de rechazar lo que parece listo para proteger la consistencia de las cañas de pescar.
La fábrica coreana de Incheon resume una pregunta que vale para cualquier ítem técnico hecho en serie: quien garantiza el rendimiento es el proceso, no la apariencia.
Si alguna vez has tenido una caña de carbono que perdió sensibilidad, se descascaró en la guía o se desalineó con poco uso, la respuesta suele estar en el mismo punto: inspección y control de etapa, o la falta de ellos.
¿Qué detalle de las cañas de pescar confías más para juzgar calidad: peso, alineación de guías, acabado del epóxi o rigidez del carbono? Y si la inspección reprobaba una pieza “bonita”, ¿preferirías pagar más por consistencia o arriesgar un modelo más barato e impredecible?



-

-

-

3 pessoas reagiram a isso.